

リン銅ロウ
RZ-102
¥1,265(税込)
銅合金のロウ付にはフラックス(RZ-200)が必要。
※銅×銅のロウ付はフラックス不要。
- 製品仕様
-
製品サイズ
φ1.6×300mm(1本)
5本入
作業温度
735℃
引張強度
294N/mm2 (30kgf/mm2)
環境配慮
RoHS2(特定有害物質使用制限)指令対応
取扱説明書
SDS
- 特徴
-
-
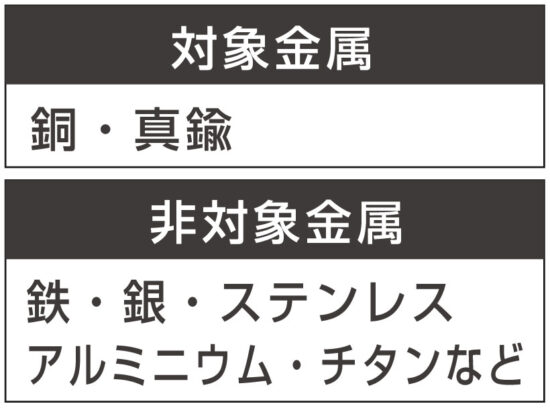
対象金属、非対象金属。
-

ロウ付の難易度。
-

金属とロウ付の適合性(リン銅ロウ他編)
◎/良好 ◯/適 −/不可 -

ロウ付の用意するもの(熱源以外)
-
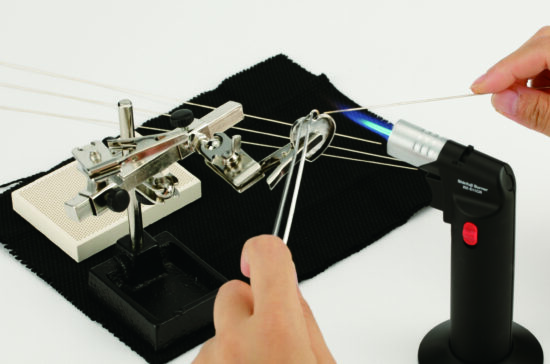
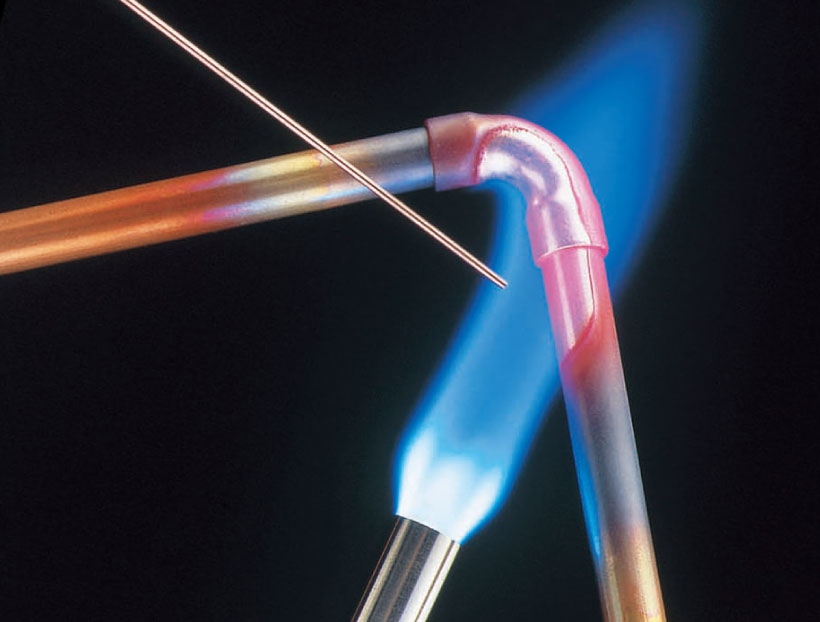
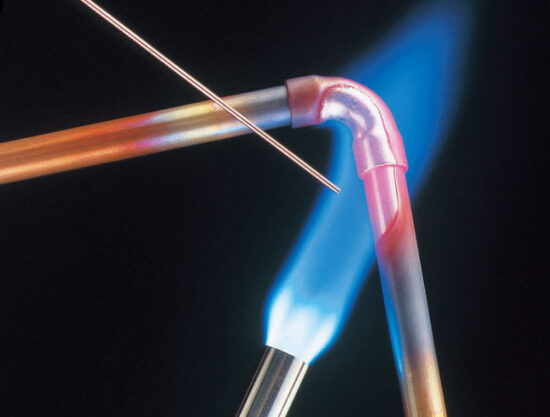
ロウ付の基本的な作業方法
-

1.母材の隙間が0.02mm〜0.08mmの時、最高の強さが得られます。隙間が広いと弱くなります。
2.母材の大きさが異なる場合、必ず大きい方から加熱し、小さい方と同時に適温になるようにしてください。
3.炎を直接ロウ材に当てずに、母材を加熱し、その熱でロウを溶かしてください。
4.フラックスの残滓は完全に除去してください。不完全ですと、サビや腐食の原因になります。 -

Q:バーナーを使ってロウ材は溶けてきているのですが、玉のようになって流れません。どうしたらいいですか。
A:可能性として以下の原因が考えられます。
・母材にアルマイト加工がされている=アルマイト皮膜を除去する。
・母材表面の汚れ=表面を磨き、地肌を出してやり直す。
・母材の加熱不足=火力の強いバーナーを使う。
・ロウ材の直接加熱=母材を加熱し、母材の熱でロウを溶かす。
・フラックス不足=フラックスを十分ぬり、やり直す。
・母材が溶ける=加熱しすぎ。あらかじめ不要な切れ端でテストする。火力の弱いバーナーを使う。
※ロウ付失敗後、やり直す際は、母材に付いた黒い汚れ等を取り除き、表面を磨いて、母材の地肌を出し、フラックスを再度塗ってください。 -
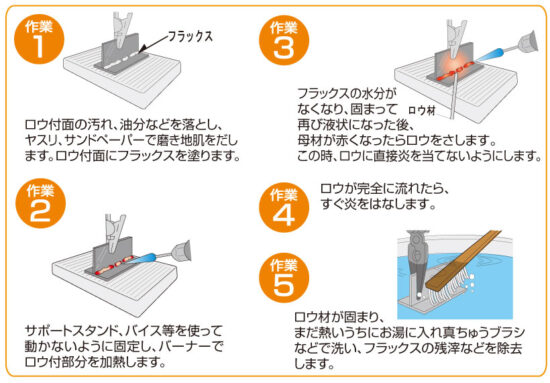
リン銅ロウ付の作業方法
-